
د مخ په زیاتیدونکي بالغ لیډ څخه پاک پروسه د ریفلو تنور کې کوم نوي اړتیاوې رامینځته کوي؟
موږ د لاندې اړخونو څخه تحلیل کوو:
l څنګه کولای شو چی د تودوخی کوچنی توپیر ترلاسه کړو
څرنګه چې د لیډ څخه پاک سولډرینګ پروسې کړکۍ کوچنۍ ده، د وروستي تودوخې توپیر کنټرول خورا مهم دی.په ریفلو سولډرینګ کې تودوخه عموما د څلورو فکتورونو لخوا اغیزمن کیږي:
(1) د ګرمې هوا لیږد
اوسني اصلي جریان د لیډ څخه پاک ریفلو اوونونه ټول د 100٪ بشپړ ګرمې هوا تودوخې غوره کوي.د ریفلو اوونونو په پراختیا کې ، د انفراریډ تودوخې میتودونه هم څرګند شوي.په هرصورت، د انفراریډ تودوخې له امله، د مختلف رنګونو وسیلو انفراریډ جذب او انعکاس توپیر لري او د سیوري اغیز د نږدې اصلي وسیلو د بندیدو له امله رامینځته کیږي.دا دواړه حالتونه به د تودوخې د توپیر لامل شي.د لیډ څخه پاک سولډرینګ د پروسې کړکۍ څخه د کود کیدو خطر لري ، نو د انفراریډ تودوخې ټیکنالوژي په تدریجي ډول د ریفلو تنور د تودوخې میتود کې له مینځه وړل شوې.د لیډ څخه پاک سولډرینګ کې، د تودوخې لیږد اغیزه باید ټینګار وشي.په ځانګړي توګه د اصلي وسیلې لپاره چې د تودوخې لوی ظرفیت سره ، که د تودوخې کافي لیږد نشي ترلاسه کولی ، د تودوخې کچه به په څرګنده توګه د وسیلې څخه وروسته د کوچني تودوخې ظرفیت سره وروسته پاتې وي ، چې په پایله کې د تودوخې درجه توپیر رامینځته کیږي.راځئ چې په 2 شکل او 3 شکل کې د تودوخې هوا لیږد دوه طریقې وګورو.
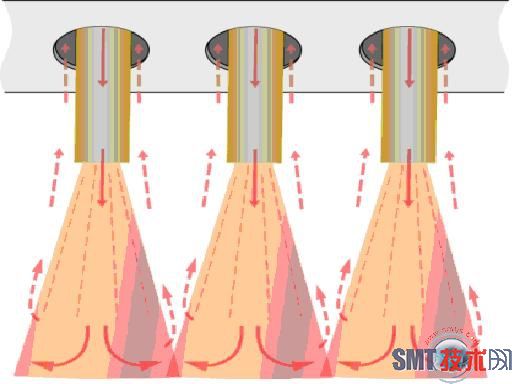
شکل 2 د ګرمې هوا د لیږد طریقه 1
شکل 2 د ګرمې هوا د لیږد طریقه 1
په 2 شکل کې ګرمه هوا د تودوخې پلیټ له سوري څخه تیریږي ، او د تودوخې هوا جریان روښانه سمت نلري ، کوم چې خراب دی ، نو د تودوخې لیږد اغیزه ښه نه ده.
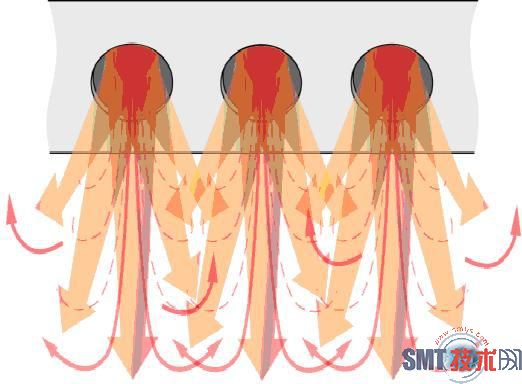
د شکل 3 ډیزاین د ګرمې هوا د سمتي څو نقطو نوزلونو سره سمبال شوی، نو د ګرمې هوا جریان متمرکز دی او روښانه سمت لري.د دې ډول ګرمې هوا تودوخې د تودوخې لیږد اغیز شاوخوا 15٪ ډیریږي ، او د تودوخې لیږد اغیزې زیاتوالی به د لوی او کوچني تودوخې ظرفیت وسیلو د شاته تودوخې توپیر کمولو کې لوی رول ولوبوي.
د 3 شکل ډیزاین هم کولی شي د سرکټ بورډ ویلډینګ کې د اړخ باد مداخله کمه کړي ځکه چې د ګرمې هوا جریان روښانه سمت لري.د پسرلي باد کمول نه یوازې د کوچني اجزاو لکه 0201 په سرکټ بورډ کې د فلج کیدو مخه نیسي ، بلکه د تودوخې مختلف زونونو ترمینځ متقابل مداخله هم کموي.
(1) د زنځیر سرعت کنټرول
د زنځیر سرعت کنټرول به د سرکټ بورډ د شالید تودوخې توپیر اغیزه وکړي.په عموم کې ، د زنځیر سرعت کمول به د وسیلو لپاره د تودوخې ډیر وخت ورکړي چې د تودوخې لوی ظرفیت لري ، پدې توګه د تودوخې درجه توپیر کموي.مګر په هرصورت ، د فرنس د تودوخې وکر تنظیم کول د سولډر پیسټ اړتیاو پورې اړه لري ، نو د زنځیر سرعت لامحدود کمول په ریښتیني تولید کې غیر واقعیت لري.
(2) د باد سرعت او حجم کنټرول
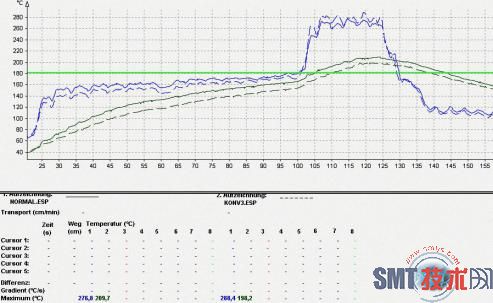
موږ دا ډول تجربه ترسره کړې ، د ریفلو تنور کې نور شرایط بدل نه کړل او یوازې د ریفلو تنور کې د فین سرعت 30٪ کم کړو ، او د سرکټ بورډ تودوخه به شاوخوا 10 درجې راټیټ شي.دا لیدل کیدی شي چې د باد سرعت او د هوا حجم کنټرول د فرنس د تودوخې کنټرول لپاره مهم دی.
د پوسټ وخت: اګست-11-2020